
Section 4. Construction of the Automotive Department Assembly Plant and Koromo Plant
Item 6. Goguchi Production Control System Adopted


As explained, it took considerable time to change employee awareness for the Just-in-Time system to take root. For this reason, the Goguchi production control system1-which had streamlined the Goguchi system from around the time of the Kariya automobile assembly plant-was adopted as an alternative.
The Goguchi production control system treats a certain volume of products as one unit (one group) and uses a serial number to manage the progress of production for each group. Tentatively, the first group of 10 products completed on a given day was called the No. 1 Goguchi, the second group was called the No. 2 Goguchi, and so on, making it possible to determine which process each group is in.
Operations at the Kariya Plant used a group effort system, and each shop at the work site had its own administrative office. Production units were determined by the administrative office for each shop and decentralized management was performed, and as a result, the Goguchi production control system was implemented at each shop and units were not consistent throughout the plant.
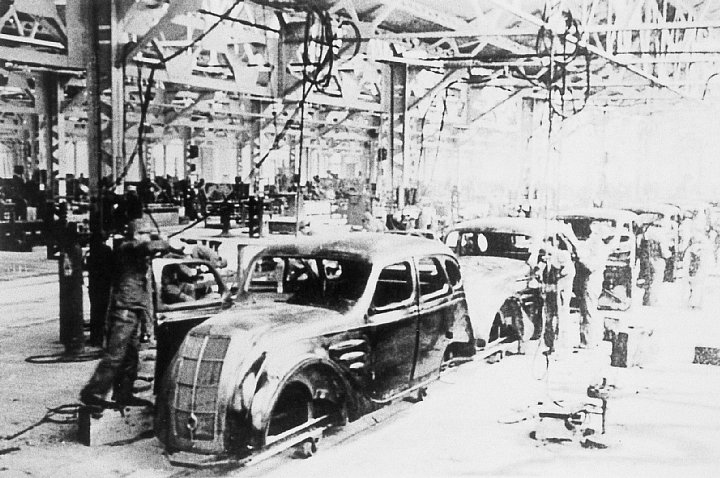
At the Koromo Plant, processes were designed based on the assumption that Just-in-Time would be introduced and the plant layout was tailored for flow production. This meant that operation of the Goguchi production control system could be streamlined. Rather than managing on an individual plant-level like at the Kariya Plant, work units and group quantities were unified throughout all processes and a uniform control system was adopted for the entire plant. For example, if the No. 1 Goguchi and No. 2 Goguchi, each consisting of 10 vehicles, were to be completed on a given day, groups of 10 of each part necessary for assembly were referred to as the No. 1 Goguchi and No. 2 Goguchi, and production progress was managed in each process.
The Goguchi production control system aimed to create overall flow production based on the final assembly line by coordinating the production of each part with the final assembly line. The system could not be expected to operate entirely smoothly under a restricted economy as a result of unstable supplies of materials, and it was also necessary to modify the system according to changes in production status.
Although they made their starts under unusual circumstances resulting from wartime and faced a variety of issues, the basic concepts of the Goguchi production control system and Plant layout based on Just-in-Time became the foundations of the later Toyota Production System.
