
Section 9. Preparations for Mass Production and Mass Sales
Item 6. Production Capacity Increase with the Goal of Reaching 10,000 Vehicles/Month
Forging process
As for equipment in its forging plants, Toyota switched from inefficient hammer forging machines to forging rolls, forging presses, and upsetters (upset forging machines) to achieve production capacity increases.
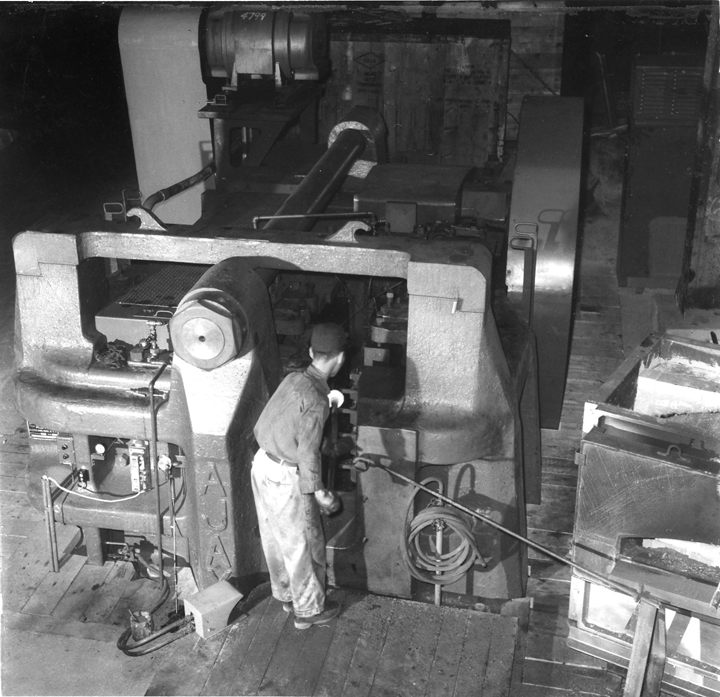
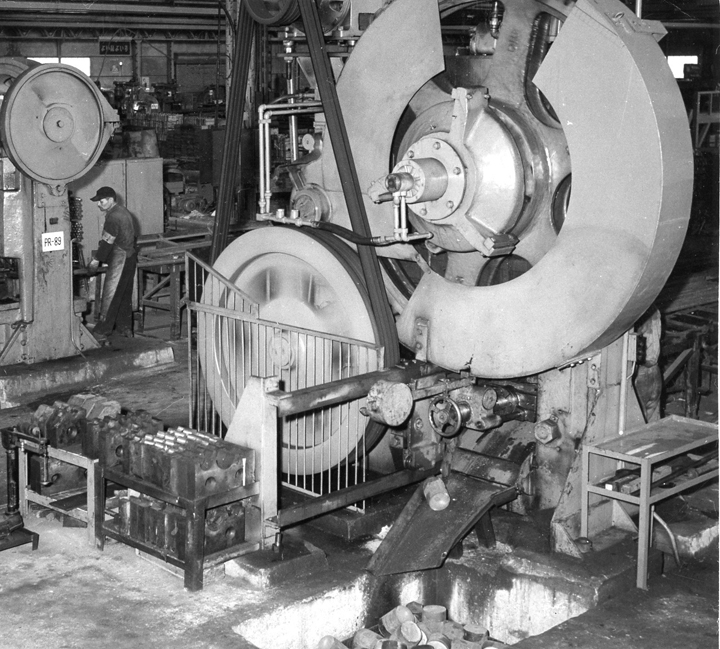
In June 1957, Toyota installed a 2,000-ton forging press made by Ajax Manufacturing Company of the United States and switched the manufacturing of ring gears from hammer forging to die forging. Furthermore, by the end of that year, Toyota installed two roll forging machines made by National Corporation of the United States, introducing a total of 11 forging machines by the end of 1958.
Conventional hammer forging employs several separate hammer forging machines―one for forming a rough shape, another for finishing the workpiece by forging it into the required dimensions and shape, and yet another for punching out burrs to form the workpiece into the final external shape. Die forging, on the other hand, utilizes multiple forging dies mounted on a single forging press to handle multiple processes. Toyota's switch to die forging thus significantly improved work efficiency and also reduced the number of forging machines needed. Die forging also made it possible to simultaneously produce two parts from a single piece of material by using a forging die shaped for two workpieces, increasing both productivity and product precision.
Along with increases in the speed of forging processes, efforts were also made to increase the speed of the front-end process for preparing materials. In February 1954, Toyota installed a 950-ton Buffalo Billet Shear that could cold-shear steel stock into the desired lengths. This machine improved shearing work efficiency (as measured by the number of process steps) by approximately ten times. Moreover, because it performed precise shearing, material waste was reduced, enabling Toyota to achieve a drastic reduction in the volume of material required.
To cope with the faster speeds of the forging processes, it became necessary to more quickly heat the material. Therefore, Toyota in 1956 installed a rotary hearth furnace and a high-speed furnace (tunnel furnace). Capable of rapid heating as well as heating with automatic feeding using a conveyor, these furnaces increased heating capacity by approximately 30 percent compared to conventional furnaces.
